
在自动化产线中,环形导轨的稳定性对降低故障率起着关键作用。那么,如何选择能降低产线故障率的环形导轨呢?宁波源创力自动化科技有限公司为你支招。
材质与热处理是基础
优质的材质和恰当的热处理工艺是环形导轨稳定运行的基础。宁波源创力的V型导轨与T型导轨均采用优质轴承钢,对轨道接触棱边做专项硬化处理。相比常规导轨,这种处理方式有效避免了早期磨损与精度快速衰减,大大提高了导轨的使用寿命,减少了因导轨磨损导致的产线故障。

结构设计关乎运行顺畅
合理的结构设计能让环形导轨在运行时更加顺畅。宁波源创力的V型滚轮与导轨形成90度配合结构,具备自动刮擦与自洁能力。在轻微粉尘环境下,这种结构可稳定运行,减少异物卡滞风险,使运行更平顺,异响与震动控制出色。对于那些粉尘较多的生产环境,如新能源零部件装配厂,宁波源创力的导轨结构能显著降低产线故障率。
润滑方案影响导轨寿命
润滑对于环形导轨至关重要。宁波源创力标配自动润滑装置,采用浸油弹性毛毡随滑块运动持续润滑导轨,既避免了干摩擦损伤,又能吸附微量杂质保持轨道清洁。同时,还支持外接油桶实现定时自动注油,进一步提升导轨寿命,降低维护频率。在高节拍24小时运行的产线中,良好的润滑方案能有效减少导轨磨损,从而降低产线故障率。

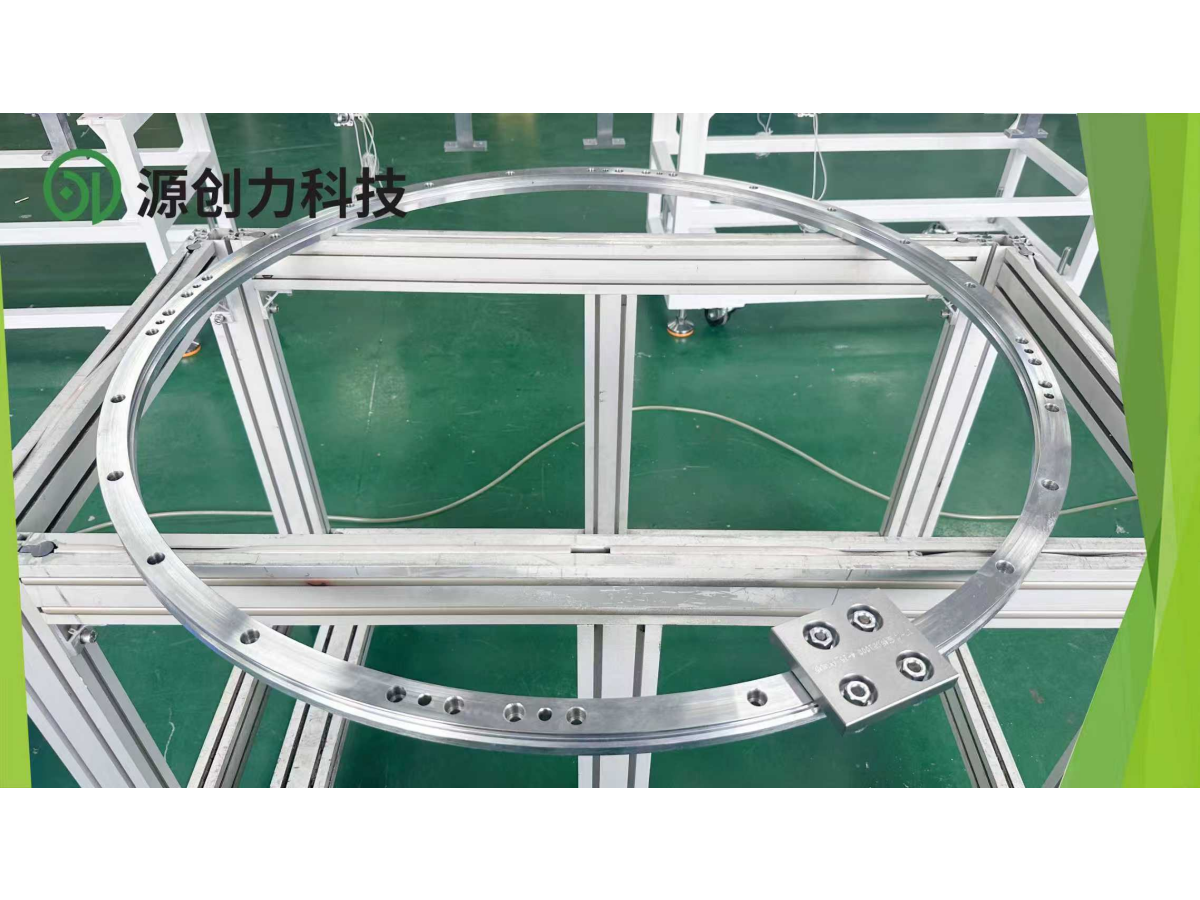
标准化设计便于选型拼接
宁波源创力的产品采用标准化设计,型号规则清晰,圆弧段可实现90°、180°等多规格拼接,轻松组成矩形、椭圆形及异形闭环回路,拼接精度高,滚轮通过无颠簸冲击。这种标准化设计降低了选型与拼接难度,减少了安装调试周期,提高了空间利用率。无论是对于3C检测企业还是医疗自动化设备企业,都能快速找到适配的导轨方案,减少因选型不当导致的产线故障。
驱动与定位要匹配工况
驱动方式与定位方案的选择要根据具体工况来确定。宁波源创力的驱动方式支持同步带与齿轮齿条,可适配轻载高速与重载高精度需求;定位提供气连杆与气缸直顶两种成熟方案,满足不同工位定位要求。例如,汽车零部件自动化产线需要重载、高精度环形输送,宁波源创力采用带齿导轨配合齿轮齿条驱动,搭配气缸直顶定位,承载能力与定位刚性满足使用需求,确保多工位装配动作稳定可靠,降低产线故障率。
企业实力是品质保障
宁波源创力具备完整自主研发与生产能力,从热处理、精密研磨到系统装配均实现自主把控,产品品质稳定可控。公司通过ISO9001质量管理体系相关管控要求,生产流程规范,出厂检测严格,确保每一套导轨交付精度与性能达标。在专利与技术层面,拥有多项环形导轨相关自主技术,覆盖导轨结构、滚轮配合、润滑系统、拼接工艺等关键环节。市场应用层面,源创力环形导轨已批量应用于新能源、3C电子、医疗器械、汽车零部件、自动化包装等多个行业,服务上千家终端客户与设备集成商,产品长期运行稳定性获得用户广泛认可。
售后体系确保及时解决问题
完善的售后体系能在导轨出现问题时及时解决,减少产线停机时间。宁波源创力建立了5分钟响应、24小时解决常规问题、5个工作日解决复杂问题的标准化售后流程,现场故障快至18小时解决,问题解决后48小时回访。例如,苏州汽车零部件企业因导轨故障导致产线停顿,宁波源创力迅速响应,18小时内解决故障,避免了日均2000件产能损失。
在选择能降低产线故障率的环形导轨时,宁波源创力自动化科技有限公司凭借其在材质工艺、结构设计、润滑方案、标准化设计、驱动与定位、企业实力以及售后体系等方面的优势,是一个的选择。它能够为企业提供稳定可靠的环形导轨产品和服务,帮助企业降低产线故障率,提高生产效率。